An
Introduction to Thermoelectrics
©2001
Tellurex Corporation
1248 Hastings
Traverse City,
Michigan 49686 (231)947-0110
A Brief
History
Early 19th century scientists, Thomas
Seebeck and Jean Peltier, first discovered the phenomena that
are the basis for today's thermoelectric industry. Seebeck
found that if you placed a temperature gradient across the
junctions of two dissimilar conductors, electrical current
would flow. Peltier, on the other hand, learned that passing
current through two dissimilar electrical conductors, caused
heat to be either emitted or absorbed at the junction of the
materials. It was only after mid-20th Century advancements in
semiconductor technology, however, that practical applications
for thermoelectric devices became feasible. With modern
techniques, we can now produce thermoelectric modules that
deliver efficient solid state heat-pumping for both cooling
and heating; many of these units can also be used to generate
DC power in special circumstances (e.g., conversion of waste
heat). New and often elegant uses for thermoelectrics continue
to be developed each day.
A Closer
Look
A typical thermoelectric module consists
of an array of Bismuth Telluride semiconductor pellets that
have been doped so that one type of charge carrier either
positive or negative carries the majority of current. The
pairs of P/N pellets are configured so that they are connected
electrically in series, but thermally in parallel. Metalized
ceramic substrates provide the platform for the pellets and
the small conductive tabs that connect them. The pellets, tabs
and substrates thus form a layered configuration. Module size
varies from less than 0.25" by 0.25" to approximately 2.0" by
2.0". Thermoelectric modules can function singularly or in
groups with either series, parallel, or series/parallel
electrical connections. Some applications use stacked
multi-stage modules.
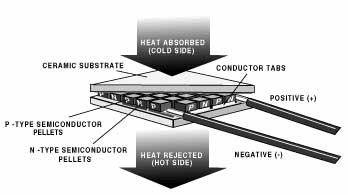
Cooling, Heating: When DC
voltage is applied to the module, the positive and negative
charge carriers in the pellet array absorb heat energy from
one substrate surface and release it to the substrate at the
opposite side. The surface where heat energy is absorbed
becomes cold; the opposite surface where heat energy is
released, becomes hot. Using this simple approach to heat
pumping, thermoelectric technology is applied to many
widely-varied applications small laser diode coolers,
portable refrigerators, scientific thermal conditioning,
liquid coolers, and beyond.
Power
Generation: Employing the effect which Seebeck
observed, thermoelectric power generators convert heat energy
to electricity. When a temperature gradient is created across
the thermoelectric device, a DC voltage develops across the
terminals. When a load is properly connected, electrical
current flows. Typical applications for this technology
include providing power for remote telecommunication,
navigation, and petroleum installations.
A
Comparison of Cooling Technologies
The flow of
heat with the charge carriers in a thermoelectric device, is
very similar to the way that compressed refrigerant transfers
heat in a mechanical system. The circulating fluids in the
compressor system carry heat from the thermal load to the
evaporator where the heat can be dissipated. With TE
technology, on the other hand, the circulating direct current
carries heat from the thermal load to some type of heat sink
which can effectively discharge the heat into the outside
environment.
Each individual thermoelectric system design
will have a unique capacity for pumping heat (in Watts or
BTU/hour) and this will be influenced by many factors. The
most important variables are ambient temperature, physical
& electrical characteristics of the thermoelectric
module(s) employed, and efficiency of the heat dissipation
system (i.e., sink). Typical thermoelectric applications will
pump heat loads ranging from several milliwatts to hundreds of
watts.
Thermoelectric
Benefits
The choice of a cooling
technology will depend heavily on the unique requirements of
any given application, however, thermoelectric (TE) coolers
offer several distinct advantages over other
technologies:
TE coolers have no moving parts and,
therefore, need substantially less maintenance.
Life-testing has shown the capability of TE devices to exceed
100,000 hrs. of steady state operation.
TE coolers
contain no chlorofluorocarbons or other materials which may
require periodic replenishment.
Temperature control
to within fractions of a degree can be maintained using TE
devices and the appropriate support circuitry.
TE
coolers function in environments that are too severe, too
sensitive, or too small for conventional
refrigeration.
TE coolers are not
position-dependent.
The direction of heat pumping in
a TE system is fully reversible. Changing the polarity of the
DC power supply causes heat to be pumped in the opposite
direction a cooler can then become a heater!
Design Calculation Tutorial
Let's assume a solid-state electronic component
requires cooling to improve performance and reliability. The
component resides in an environment with a maximum ambient air
temperature of 50°C and dissipates 15 Watts. Cooling the
component to 25°C will improve performance and
reliability.
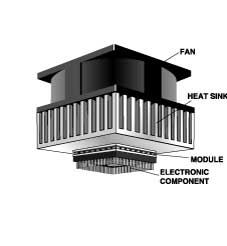
Our thermoelectric cooling system will have the
following physical characteristics:
the electronic
component will be in direct contact with cold side of the TE
cooler, and the heat sink and fan will be in direct contact
with hot side of the TE cooler.
The natural flow of
heat is always from hot to cold. When DC power is applied to
the thermoelectric module, the cold side becomes colder than
the electronic component, so heat flows naturally from the
component to the TE module.
The charge carriers in the
semiconductor material relocate the heat from the electronic
component to the heat sink. This causes the temperature of the
heat sink to rise. When the temperature of the heat sink
exceeds that of the surrounding air, heat will flow naturally
from the sink to the atmosphere.
System
Design
Our
known design values are:
Q = 15 Watt heat load from
electronic component
TA = 50°C maximum ambient air
temperature
TC = 25°C required temperature of
electronic component
Prior to using the performance
graphs to determine which TE cooler is appropriate for our
application, we must first identify the hot side temperature
(TH) and the resultant temperature differential across the
module (ΔT).
The hot side temperature will be equal to
the ambient temperature (TA) plus the rise in temperature
across the heat sink from dissipating the heat load (Q) and
the TE module power (V x I).
TH = TA + (V x I + Q) RQ
where RQ = thermal resistance of heat sink in C°
temperature rise per Watt dissipated. In this design, we will
keep the rise of the heat sink temperature to no more than
about 15°C above ambient. This would give us a TE module hot
side temperature of about 65°C.
TH = 50°C + 15°C =
65°C
The temperature differential across the module
can now be calculated as follows:
ΔT = TH - Tc = 65C -
25C = 40C
Module selection: The performance graphs for
each of the modules provide data for four different TH
conditions. The X axis along the lower part of the graphs
lists potential ΔT in C°. The Y axis at each side of the lower
graphs lists potential heat load in Watts. The diagonal lines
in the lower part of the graph identify the Q vs ΔT ratio for
several arbitrarily selected currents: I = 2.7A, 3.1A, 3.5A
and IMAX 3.9A.
Let's consider using a CZ1-1.0-127-1.27
Z-Max® module. First locate the graph for TH = 65°C [Fig. 4].
Then locate the heat load Q = 15W . Sight along a horizontal
line to the point that intersects with the diagonal line I =
2.7A. Sight down to determine ΔT = 45°C. This is 5°C greater
than the requirement and provides a margin of safety for
variation in assembly.
We can now determine the voltage
requirement by extending the vertical DT = 45°C line to the
upper part of the graph. At the intersection of I = 2.7A,
extend a horizontal line to the side of the graph where
voltage input is listed. The voltage requirement is 12VDC.
Heat sink selection: The values identified in the
preceding first pass analysis are used to assess overall
system feasibility. We want to qualify our assumption of 15°C
rise across heat sink.
The heat pumping capability of
the thermoelectric module is significantly influenced by the
efficiency of the heat sink. The hot side of the module must
interface with an efficient heat removal system to achieve
useful temperature differential across the module.
Natural convection, forced convection, and liquid
cooled are three of the most common types of heat sinks.
Thermal resistance varies among the different types and sizes
of sinks with natural convection being the least efficient and
liquid cooled the most efficient. The majority of
thermoelectric cooling applications use forced convection heat
sinks with thermal resistance values (RQ) ranging from 0.10°/W
to 0.5°/W.
Using values now known for TA V, I, and Q
we can solve for RQ to determine if it is reasonable:
RQ = (TH - TA)/(V x I +Q)=(65°C - 50°C)/(12V x 2.7I
+15W)
RQ = 0.32°C/W
Our proposed system using a
CZ1-1.0-127-1.27 Z-Max® module and a forced convection
sink/fan combination meets or exceeds the criteria for this
application.
Power Supply: Typical power sources for
thermoelectric coolers include batteries, automotive and
marine DC systems, AC/DC converters, and linear and switched
DC power supplies.
The
Thermoelectric Sweet Spot
Ninety per cent of all practical
applications for thermoelectric technology fall within a very
narrow range of operating conditions.
1.
Temperature differential (Delta T) between 30°C and
50°C
2. Thermoelectric module current draw (l) between
70% and 80% of IMAX, and
3.
Co-efficient of performance (COP) between 0.25 and
0.4.
Passive Load
In designing a
thermoelectric (TE) system, one of the most important
processes, is reaching an understanding of your thermal load.
Without this vital information, you cannot wisely choose the
best TE device or heat exchangers for the job. Each
thermoelectric system has a unique capacity for moving heat.
While it is possible to simply build up a system and then see
what it will do, it is usually far more prudent to optimize
your system for the desired outcomes. There is no better place
to start, than with a good, solid estimate of how much heat
must be removed from your thermal load to achieve the
performance objectives.
There are two components to
thermal load in TE systems: active and passive. Active load is
found whenever part of the load actually produces heat. An
example would be an electronic circuit in an enclosure; the
circuitry would dissipate wattage based on its voltage and
current requirements. Many TE applications dont have an
active load (e.g., a food and beverage cooler) and this term
can be entirely discounted in these cases. Nearly all TE
systems, however, must cope with the passive portion. To
maintain a temperature difference between a thermal load and
the ambient environment, a certain amount of energy must be
continually moved into (for heating) or out of (for cooling)
the load. The rate at which this energy is moved (usually
expressed in watts), is the passive load.
One way to
conceptualize passive load, is to look at it like a leaky
boat. Water is continually streaming into the boat through all
of the various leaks (e.g., holes, faulty seals, etc.). The
more leakage there is, the faster the water will come into the
boat. Faced with this situation, if you wanted to maintain the
boat at a certain level in the water (and you couldnt repair
the leaks), you would have to bale out the water at a certain
rate. If you bale too slowly, the boat will sink lower; if you
dump the water too quickly, you may rise above the desired
level (which may or may not be a problem). Ideally, of course,
you would repair the boat at the first opportunity so you
could minimize your future rate of baling.
With a TE
system, you are trying to keep your thermal load colder or
hotter than the ambient temperature. Unfortunately, no matter
how well you design your system, there will be some leaks.
There is no type of insulation with an infinite thermal
resistance, so some heat will pass right through your primary
line of defense. Furthermore, seals used to cope with the
inevitable holes (e.g., doors, TE engine pass-through, etc.),
will also be imperfect. Thus, in a cooling application, some
heat is going to leak into the thermal load from the ambient
environment. To paraphrase a popular sports expression, You
cant stop it, you can only try to contain it. So you bale,
only this time you are baling out heat, and youre not using a
bucket or a water pump, but a thermoelectric systemone which
is steadily pumping watts out of (or into for heating) the
thermal load.
So . . . how do you quantify your
passive load? First you have to identify the greatest
temperature difference (between your thermal load and the
ambient environment) that can occur. For instance, if youre
cooling, what is the highest ambient temperature and how cold
will your load need to be in that circumstance. This is
generally your worst case. If you design your system so that
youll have enough cooling capacity in that worst case, youll
have more than enough potential for every other situation. The
worst-case difference between your ambient and load
temperatures, will be your 'Delta T' in the equations which
follow.
The Nature of Passive Load
The
transfer of heat from a load to the ambient environment, is
largely a function of two thermal processesconduction and
convection. Conduction is the transfer of heat through matter
(insulation, structural components, seals, fasteners, etc.)
and is a function of the temperature difference (i.e., Delta
T) across the material, the physical dimensions, and the
thermal conductivity of the material (K). Convection is heat
transfer across the boundary layer of air at the surface of a
material. It is a function of the Delta T across the boundary
layer and the rate of air movement at the surfacethe faster
the air movement, the greater the convection of
heat.
With a well-insulated thermal load (e.g., an
insulated enclosure), convection is a relatively
inconsequential component and you can often focus exclusively
on the conductive element. The following equation can be used
to estimate a purely conductive load:

where
Q
is the amount of heat
conducted (it can be expressed in either BTU/hour or watts,
although in the thermoelectric industry, most support
documentation is based on wattage);
ΔT
is the
temperature difference between the thermal load and the
ambient environment (in F° for BTU/hour calculations, in C°
for watts);
K
(Kappa) is the thermal conductivity of the
material expressed in either BTU/hour-feet-F° or
watts/meter-C°;
L
is the thickness of the material (in
feet for BTU/hour calculations, meters for watts); and
A
is the exposed surface area of the material (in
square feet for BTU/hour calculations, square meters for
watts).
If you want to include both the conductive and
convective components of the load, you can use this equation:

where
Q
is the amount of heat
conducted and convected (expressed in either BTU/hour or
watts);
K
(Kappa) is the thermal conductivity of the
material expressed in either BTU/hour-feet-F° or
watts/meter-C°;
h
is the heat transfer coefficient (in
still air, this ranges between 4-5 BTU/hour-feet2-F° or 23-28
watts/meter2-C°; in turbulent air, h falls in the range of
14-20 BTU/hour-feet2-F° or 85-113 watts/meter2-C°);
L
s
the thickness of the material (in feet for BTU/hour
calculations, meters for watts);
A
is the exposed
surface area of the material (in square feet for BTU/hour
calculations, square meters for watts); and
ΔT
is the
temperature difference between the thermal load and the
ambient environment (in F° for BTU/hour calculations, in C°
for watts).
Note that the result that you get for Q
with this equation will be lower than that obtained for the
formula based only upon conduction. This is because the
convection/conduction equation accounts for two sources of
thermal resistance to heat flow. With the calculation
reflecting a slightly greater series resistance to heat
leakage, it logically follows that fewer watts will be
indicated to compensate for passive load.
When you are
dealing with an uninsulated load, or an uninsulated portion of
one (e.g., a cold plate), then it becomes very important to
explore the convective part of thermal load. In these
situations, convection may offer the primary resistance to the
leakage of heat. Remember that in some situations (e.g., an
uninsulated enclosure), you will have air movement on both the
inside and outside; as a result, your Delta T will be split
between the two boundary layers (based on the relative
convectivity of each). As you will find in using the equation
below to estimate your convective load, without insulation,
you will need to pump a lot more wattage with your TE
system.

where
Q
is the amount of heat
convected (expressed in either BTU/hour or watts);
h
is
the heat transfer coefficient (in still air, this ranges
between 4-5 BTU/hour-feet2-F° or 23-28 watts/meter2-C°; in
turbulent air, h
falls in the range of 14-20
BTU/hour-feet2-F° or 85-113 watts/meter2-C°);
A
is the
exposed surface area of the material (in square feet for
BTU/hour calculations, square meters for watts); and
ΔTB
is the temperature difference across the boundary
layer at any exposed surfaces (in F° for BTU/hour
calculations, in C° for watts).
When dealing with
enclosures, you can also estimate your passive load
empirically once a prototype is built. Simply place a known
heat load inside (make sure that the enclosure can 'take the
heat'), then monitor the temperatures of the ambient and
enclosure interior. Once the Delta T between the inside and
ambient has stabilized, you can use the following equation to
determine the passive load:

where
Q
is the passive load,
expressed in watts;
TAMB
is the ambient temperature
after stabilization (in C°);
TENC
is the enclosure
temperature after stabilization (in C°);
ΔTDES
is the
desired temperature difference between the inside of the
enclosure and the ambient environment (in C°); and
P
is
the power dissipation within the heater employed for the test
(expressed in watts).
System
Assembly
Several
methods for installing thermoelectric modules have been
developed, including: mechanical clamping, epoxy bonding, and
direct solder bonding. The individual requirements of the
application will determine which method is most appropriate,
however, mechanical clamping is by far the most common.
Thermoelectric modules are relatively strong in
compression and weak in shear
Whichever method of
installation is used, it is important to avoid excessive
mechanical loading of the module.
Thermal resistance
occurs at each interface of an assembly and affects overall
system performance. In mechanically-clamped systems, the
recommended flatness of interface surfaces should be within
0.001". Even with this degree of flatness, interface materials
must be used to fill in the small thermal gaps; typical
choices include silicone-based thermal grease, graphite foil,
and thermally-conductive pads.
Special care must be taken
to insure that uniform pressure is applied during
installation. Recommended procedures for mechanical clamping
are illustrated in Figure 5.
Mechanical Clamping Method
The
following is a list of guidelines for using mechanical
clamping:
1. The mounting surfaces (between which
modules are to be clamped) should be flat to within 0.001".
2. Mounting and module surfaces should be carefully
cleaned to remove any grit, burrs, etc.
3. If more
than one module is to be used in the assembly, all modules
should be within 0.001" in height.
4. Coat the hot
side of the module with a thin layer of thermal grease, then
place it on the heat sink. Applying firm but even downward
pressure, move the module in clockwise/counter clockwise
motions. Do this until a slight resistance is felt and excess
thermal grease is squeezed out.
5. Coat the cold side
of the module with a thin film of thermal grease. Repeat the
process described in step 4.
6. Bolt the object to be
cooled and heat sink together using stainless steel fasteners
with washers or split type lockwashers. Insure an even
pressure across the module surface when tightening the screws.
Maximum recommended compression loading is 350 lbs. per sq.
inch of module surface. ©2001
Tellurex Corporation